产品别名 |
弯管机 |
面向地区 |
全国 |
结构方面:弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易;床身结构稳固,不易变形;每一档可设定16个弯管角度,记忆体可储放16组档案;俱慢速定位功能,弯管角度稳定,重复精度达±0.1°;错误讯息在屏幕上显示,帮助操作者立即排除;提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。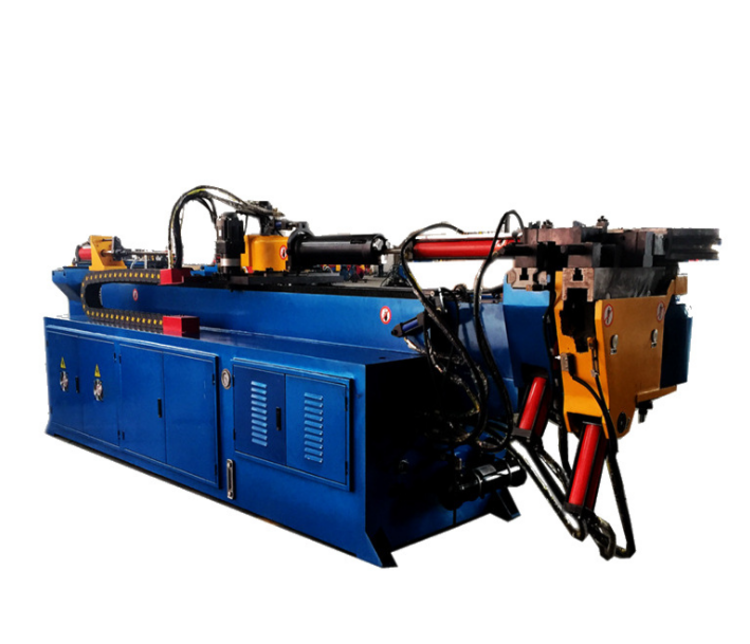
电动油泵使用说明书。先将工作油缸旋入方档块的内螺纹,使油缸后端装在支架上的车轮向下。根据所弯管子的外径选择模头,套在柱塞上,将两只辊轴所对应槽向着模头,然后放入相应尺寸的花板孔中,再将上花板盖上,将所弯管子插入槽中,再将高压油管端部的快速接头活动部份向后拉并套在工作油缸的接头上,将电动油泵上的放油螺钉旋紧,即可弯管。弯管完毕,放松放油螺钉,柱塞即自动复位。
导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的R值为管子直径的2-3倍为好。
机床良好的接地,导线不得小于4mm2铜质软线。不允许接入超过规定范围的电源电压,不能带电插拔插件,不能用兆欧表测试控制回路,否则可能损坏器件。在插拔接插件时,不能拉拔导线或电缆,以防焊接拉脱。接近开关,编码器等不能用硬物撞击。不能用尖锐物碰撞显示单元。电气箱放在通风处,禁止在尘埃和腐蚀性气体中工作。
压力调整:用电磁溢流阀调整压力,系统压力达到需要的工作压力,一般不12.5Mpa.模具调整:模具安装,要求模具与夹紧块对中心,夹紧块可用螺栓调节;助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调正好中心后紧固螺栓。
机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器同时清洗。调整机床(模具)时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。