


产品别名 |
弯管机 |
面向地区 |
全国 |
弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将导管的弯曲速度确定为机器大弯曲速度的20%-40%为宜。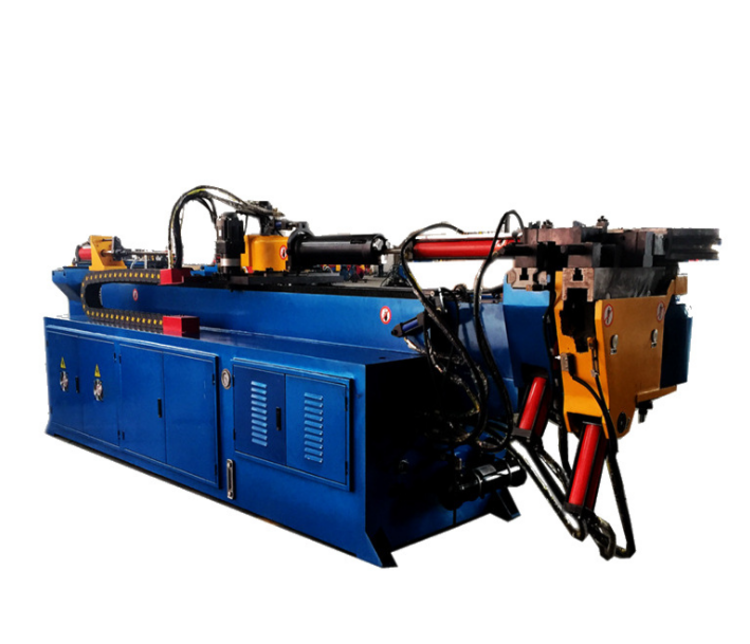
机床开动时注意人体不得进入转臂旋转扫过的范围。机床工作时,所有人员禁止进入转臂及管件扫过的空间范围!机床液压系统采用YA-N32普通液压油(原牌号20号),正常情况下每年更换一次,滤油器同时清洗。调整机床(模具)时,应由调整者自已按动按钮进行调整。绝不可一人在机床上调整,另一人在控制柜上操作。调整机床或开空车时应卸下芯杆。液压系统压力不可大于14Mpa。
手动调整侧推油缸速度时转臂应旋转至≥900时进行调整,调整速度为转臂转动弯管模具边缘的线速度同步,禁止在手动状态下侧推推进速度大于旋转模具边缘的线速度。一般机器使用一段时间后应检查链条的涨紧程度,保持上下链条松紧一致。自动操作时在有芯弯曲模式中,弯臂返回前,操作人员芯头在管子里面,或确保芯轴在弯臂返回时没有阻挡现象,否则,芯头或芯杆有可能被折弯或折断。工作结束后,切断电源,做好清洁润滑工作。







